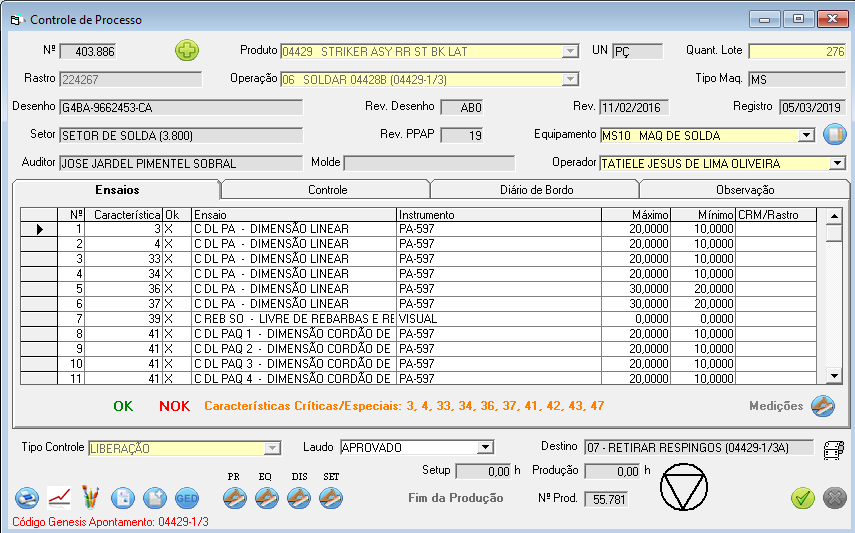
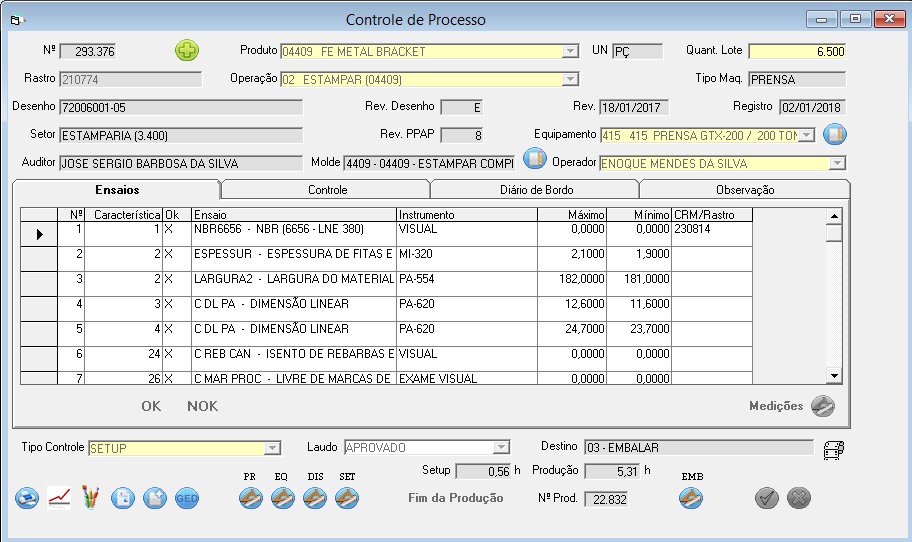
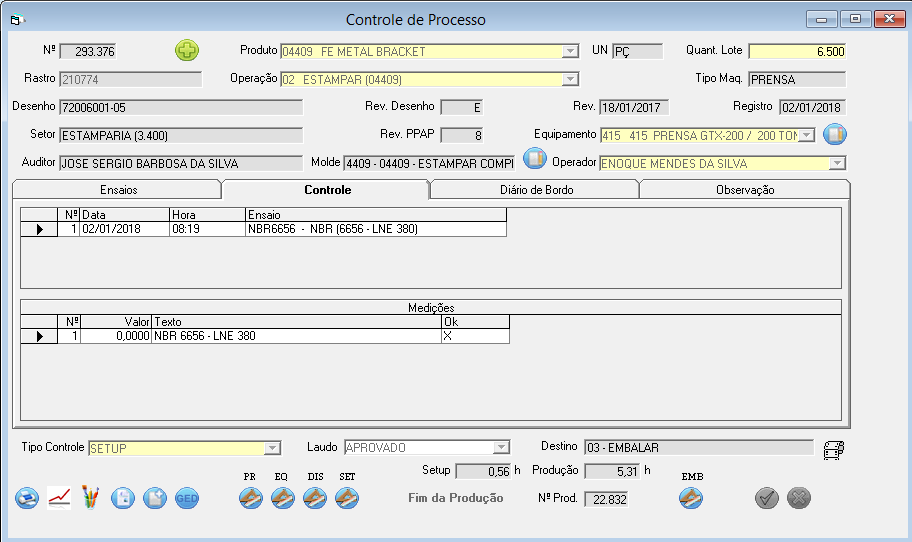
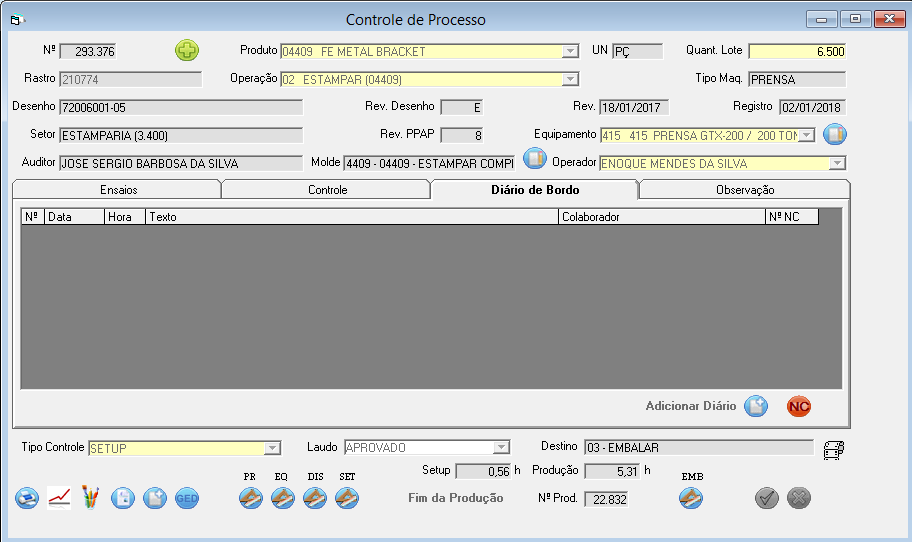
Objetivo: A tela acima permite incluir, consultar, alterar ou excluir os registros de controle de processos. Deve ser feito um registro de processo para cada lote de produto e para cada etapa (roteiro de produção) separadamente, pois nesta tela será incluído todos os dados referentes aos ensaios de cada uma das características de controle e, posteriormente, emitir um laudo de aprovação. Além disso, é possível visualizar a carta de controle de cada ensaio, que tem como objetivo verificar se o processo está sob controle estatístico (as médias dos valores seguem uma distribuição de probabilidade do tipo normal) e assim, fornecer a possibilidade de maior controle e planejamento, e aumentar as chances de descobrir desvios na produção para atuar prontamente.
Acesso: Processo / Controle de Processo
OBS.:
1. Ao fazer o plano de controle (que pode ser feito de 2 maneiras: diretamente no Processo / Cadastros / Planos ou através do APQP / PPAP), será indicado o tipo de máquina e a operação (roteiro de produção) e, portanto, para registrar o processo, deve-se indicar a operação e o tipo de máquina para que somente importe para a tela, as características ou ensaios específicos desta etapa. Por exemplo, no cadastro de produtos, serão indicadas as características de controle A, B e C. A característica A conformada na etapa 1 do roteiro, será utilizado o tipo de equipamento X e para a características B, conformadas na etapa 2, será utilizado o tipo de equipamento X e para a C, conformada na etapa 3, será utilizado o tipo de equipamento Y. Portanto, no controle de processo, ao indicar qualquer equipamento que esteja no tipo X, e a operação 1, somente será disponibilizado a característica A para análise.
2. Para itens "Processo" o sistema deve ignorar as regras do controle de processo e seguir conforme abaixo:
Permitir criar um novo registro sem ter uma LIBERAÇÃO APROVADA da operação anterior, o sistema vai validar apenas se existe um controle de processo aberto da operação anterior independentemente se é SETUP, ACOMPANHAMENTO ou LIBERAÇÃO e inclusive independentemente do LAUDO.
3. Ao criar, para itens "Processo", um novo SETUP da primeira operação do fluxo o sistema deve gerar um novo RASTRO para os Controles. As demais operações devem buscar o último RASTRO da operação anterior.
Nota:
![]() Inclui novo
Controle de Processo, solicita a indicação da etiqueta existente, ou o novo
rastro.
Inclui novo
Controle de Processo, solicita a indicação da etiqueta existente, ou o novo
rastro.
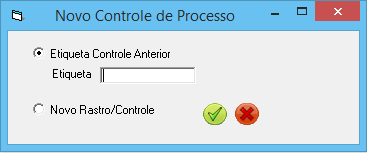
 Prossegue a operação
Prossegue a operação
 Cancela a operação.
Cancela a operação.
Nota:
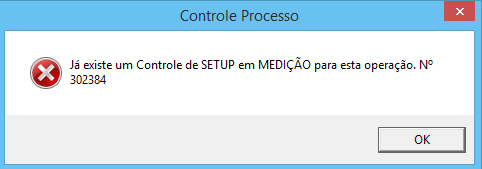
Na inclusão de novo controle não permite salvar o novo registro, quando o tipo for SETUP e LIBERAÇÃO caso exista outro controle do mesmo produto, operação e rastro com status MEDIÇÃO. Apresenta mensagem.
Exemplos das mensagens:
Campos
Nº.: Número seqüencial gerado pelo sistema.
Produto: Selecionar o produto, dos cadastrados em Cadastros / Produtos / Produtos.
UN.: Unidade de medida do produto, cadastrado em Cadastros / Produtos / Produtos.
Quant. Lote: Quantidade de produtos do lote analisado indicado em Limite CP Unidade de Medida . Apresenta o numero com casas decimais, conforme indicado em Unidades de Medida. do produto.
Rastro: Indicar o número da OP, lote ou um código obrigatório interno que registre o processo. Campo obrigatório quando selecionado a opção no cadastro de Ensaios.
Nota:
Quando digitado um "CRM/Rastro" o sistema irá validar se existe o número no Recebimento.
Operação: Selecionar opção do Plano de Controle do produto.
Tipo Máq.: O sistema importa o tipo de maquina automaticamente.
Desenho: O sistema importa o desenho automaticamente.
Rev. Des: O sistema importa o numero da revisão do desenho automaticamente.
Registro: Indicar a data de abertura do Controle de Processo.
Setor: O sistema importa o setor deste equipamento automaticamente.
Rev.PPAP:
Equipamento: Selecionar o equipamento que realizou o processamento deste produto, dos cadastrados em Manutenção / Cadastros / Equipamentos. Somente poderá ser registrado o controle de um processo, se este equipamento estiver contido no tipo de máquina indicado no cadastro de produto (Cadastros / Produtos / Produtos) e no plano de controle (Processo / Cadastros / Planos), conforme as telas abaixo.
Nota:
Quando selecionar equipamento do Tipo de Maquina 2, inserir justificativa para a troca de maquina.
![]() Abre Manutenção Corretiva
para o Equipamento. Apresenta mensagem para indicar a justificativa e na
confirmação (OK), apresenta o numero da
Manutenção gerada.
Abre Manutenção Corretiva
para o Equipamento. Apresenta mensagem para indicar a justificativa e na
confirmação (OK), apresenta o numero da
Manutenção gerada.
Nota:
Quando gerado a Manutenção corretiva, não será apresentado no Registro de Manutenção a Operação.
Auditor: Selecionar o auditor responsável pela aprovação, dos cadastrados em Cadastros / Gerais / Colaboradores.
Molde: Indicação do molde utilizado indicado no Diagrama do Fluxo do Processo.
Nota:
Quando houver mais de um molde na operação do produto escolhido o campo "molde" será obrigatório, caso tenha apenas um molde o sistema irá preencher automaticamente ao salvar o registro.
![]() Abre a Ordem de Serviço (OS)
para o Molde. Apresenta mensagem para indicar o motivo da abertura da OS, e apos
a indicação apresenta o numero da OS gerada.
Abre a Ordem de Serviço (OS)
para o Molde. Apresenta mensagem para indicar o motivo da abertura da OS, e apos
a indicação apresenta o numero da OS gerada.
Operador: Selecionar o operador do equipamento, dos cadastrados em Cadastros / Gerais / Colaboradores.
Tipo de Controle: Selecionar uma das opções:
Set Up, Acompanhamento, Liberação ou Auditoria:
Nota:
1. Apos gravar o Registro, este campo não poderá ser alterado.
2. Para Equipamentos Sem Setup, não verifica o número de Rastro.
Laudo: Resultado do recebimento
Aprovado: Após percorrer todos os ensaios, se todos possuírem um X de confirmação, o recebimento estará aprovado.
Aprovado sob Desvio: Aprovação do lote sob pequenos desvios, indicado manualmente e posteriormente indicar a justificativa.
Medição: Atividade a ser executada, até que todos os ensaios tenham no mínimo uma medição apontada.
Validação: O sistema aponta automaticamente, para Controle de Processo liberado e com acompanhamento.
Reprovado:
Caso um único valor de um ensaio estiver fora das especificações ou um
atributo não estiver OK, o recebimento será reprovado. Se o produto for
reprovado, poderá ser registrada uma não conformidade clicando em
![]() ,
que abre a tela Ocorrências / Não Conformidade****.
,
que abre a tela Ocorrências / Não Conformidade****.
Nota:
1) Caso laudo do Controle de Processo seja "Aprovado sob desvio" pois foi reprovado pelo CPK, o laudo exibido no Certificado de Qualidade deve ser sempre "APROVADO". Caso o Laudo do Controle de Processo esteja "Aprovado Sob Desvio" por outro motivo de medição, no certificado deve permanecer como "Aprovado".
2) Quando alterar o laudo do controle manualmente para APROVADO SOB DESVIO, registrar automaticamente na observação do controle o nome do colaborador que fez a alteração.
3) Certificado com laudo REPROVADO, não será emitido.
Destino: Selecionar o destino do item a ser impresso na etiqueta, dos cadastrados em Recebimento / Cadastros / Destinos.
Set up: Tempo total da operação.
Produção: Tempo total da produção.
![]() :
Botão - quando clicado realiza o encerramento da produção.
Apresenta mensagem abaixo.
:
Botão - quando clicado realiza o encerramento da produção.
Apresenta mensagem abaixo.

Com Sim, teremos a confirmação da finalização.
Nota:
Caso o molde, tenha uma OS (Ordem de Serviço) em aberto para o molde, ao finalizar a produção será apresentado mensagem:

N ° Prod.: Numero da OP (Genesis) utilizada para calcular os tempos dos apontamentos do produto.
![]() Indica que o produto possui "Regulamentação
de Segurança e/ou Governamental"
Indica que o produto possui "Regulamentação
de Segurança e/ou Governamental"
Ensaios: Ao indicar o produto, a operação e o equipamento, as características de controle são importadas automaticamente do plano de controle do material (Recebimento / Cadastros / Plano de Controle) ou do PPAP (APQP / PPAP).
N°: Seqüência automática.
Característica: Apresenta a característica indicada no Plano de controle do produto.
Nota:
1.Para itens "Processo" ao criar um Controle de Processo de SETUP e LIBERAÇÃO carrega todas as características da operação seguindo as regras existente hoje.
2. Ao criar um Controle de Processo de ACOMPANHAMENTO apresenta apenas as características seguindo os dias da semana da freqüência.
OK: Quando marcado X, indica que a Medição ou a Inspeção foi realizada.
Ensaio: Apresenta o ensaio indicado no Plano de Controle do produto.
Instrumento: Selecionar o Tipo de Instrumento.
Máximo: Apresenta o valor Maximo do ensaio mencionado no Plano de Controle do produto.
Mínimo: Apresenta o valor Mínimo do ensaio mencionado no Plano de Controle do produto.
N° Crm: Indicar o CRM/Rastro
Nota:
1. Para instrumentos com Carta de Texto (por exemplo conferir Certificado, ou Visual) confirmar uma das opções OK / NOK
2. Para instrumentos com Medições clicar em Medições
![]() para abrir um tela como a seguinte:
para abrir um tela como a seguinte:
Ensaio de
Atributo: Caso a dimensão for um
atributo, somente selecionar OK
![]() .
.
Ensaio de Variável: Se a dimensão for uma variável, inserir os valores numéricos para cada uma amostra (o número de amostras é importado da tela Cadastros / Produtos / Ensaios). Após percorrer todas os amostras, se todas as medidas estiverem dentro dos limites estabelecidos na especificação Mínimo e Máximo, um X aparecerá confirmando no campo OK. Caso o valor da medição esteja fora dos limites de especificação, uma mensagem aparecerá reportando.
Nota:
Não permitir criar Controles de Processo caso já exista outro em medição (incompleto).
1) Na inclusão de novos controles não permitir salvar o registro quando o tipo for SETUP e LIBERAÇÃO e exista outro controle do mesmo produto, operação e rastro com status MEDIÇÃO. Exibir a mensagem de erro: "Controle XXXX em medição, é necessário realizar todas as medições antes de criar um novo controle".
Aba Controle Topo
Controle: Selecionar o ensaio e clicar nesta aba. Irá mostrar uma lista com todas as medições registradas deste ensaio, contendo os valores encontrados, a data e a hora. Para que o laudo seja Aprovado, é necessário que para cada ensaio, todas as medições estejam dentro dos limites de especificação.
 L
L
N°: Seqüência automática.
Data / Hora: Indicação da data e hora na qual o registro de medição ou da inspeção.
Ensaio: Indicação do ensaio para o qual foi realizado.
Grade Medições
N°: Seqüência automática.
Valor: Apresenta o valor indicado. O visual da grade será de 4 casas decimais mas a precisão será a definida no Instrumento do Ensaio - Característica.
Texto: Apresenta a informação referente a especificação do ensaio.
Ok: Indica que a medição foi realizada.
Aba Diário de Bordo Topo
Diário de Bordo: Campo para observações, caso uma medida estiver fora da especificação ou for necessário registrar alguma ocorrência.
Selecionar o ensaio e clicar nesta aba
![]() Adiciona
no Diário de Bordo anotações no ensaio selecionado.
Adiciona
no Diário de Bordo anotações no ensaio selecionado.
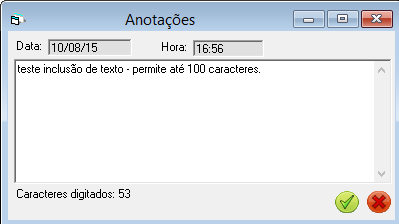
Texto: Mensagem, referente ao ensaio selecionado. O registro do N°, Data e Hora é automático.
Notas:
1. O texto não pode exceder a 100 caracteres.
2. Quando incluído texto de que 'Esta aprovado", gera o Certificado de Qualidade.
QUANDO INDICADO NO DIÁRIO DE BORDO QUE ESTA APROVADO, GERA O RELATÓRIO DE ANALISE
Colaborador: Traz automaticamente o nome do colaborador a partir do usuário logado no sistema.
N° NC: Número da Não Conformidade aberta.
Prossegue a operação
Cancela a operação.
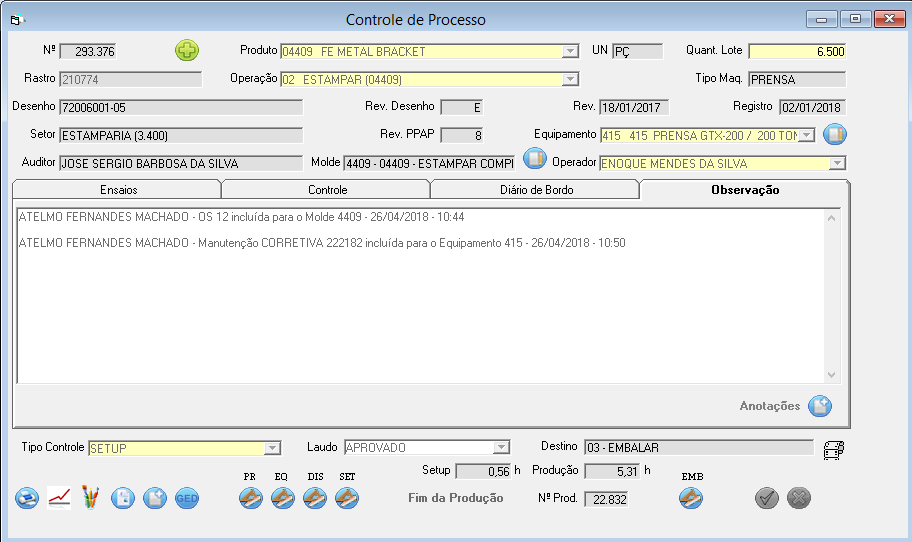
Aba Observação Topo
Observação: Campo Livre para anotações.
Os apontamentos de produção realizados também serão apresentados neste campo
 Usado para inclusão das
anotações. O registro da Data e Hora é automático.
Usado para inclusão das
anotações. O registro da Data e Hora é automático.
Botões:
![]() Insere
medições OK para ensaio Carta de Texto.
Insere
medições OK para ensaio Carta de Texto.
![]() Insere medições NÃO OK para ensaio Carta de Texto. Na
confirmação apresenta a mensagem e altera o laudo para
REPROVADO.
Insere medições NÃO OK para ensaio Carta de Texto. Na
confirmação apresenta a mensagem e altera o laudo para
REPROVADO.
![]() Permite inserir medições para o ensaio selecionado,
através da tela:
Permite inserir medições para o ensaio selecionado,
através da tela:
 Imprime o
Certificado de Qualidade do processo com o laudo de aprovação, igual ao
exemplo abaixo em Modelo do_Relatório.
Imprime o
Certificado de Qualidade do processo com o laudo de aprovação, igual ao
exemplo abaixo em Modelo do_Relatório.
Verificar antes de imprimir o certificado, caso o laudo seja REPROVADO, informar a mensagem "O certificado não pode ser impresso devido ao controle(s) XXXX, XXXX estarem reprovados." E não emitir o certificado.

 Selecionar o ensaio e clicar neste botão, abre a
Carta de Controle para este
ensaio, vide modelo.
Selecionar o ensaio e clicar neste botão, abre a
Carta de Controle para este
ensaio, vide modelo.
Nota:
Quando marcado CPK Reprova no tipo de ensaio, e indicado o valor base do CPK do ensaio, será apresenta na Carta de Controle
 Abre a pasta onde
há os Desenhos do
Produto.
Abre a pasta onde
há os Desenhos do
Produto.
 Abri o
Plano de
Controle do Produto.
Abri o
Plano de
Controle do Produto.
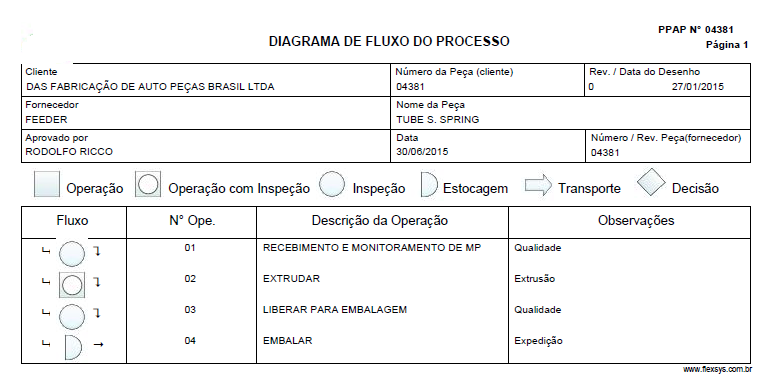
![]() Abri o
Diagrama Fluxo do Processo.
Abri o
Diagrama Fluxo do Processo.
 Abre a pasta
(GED - Gestão Eletrônica de Documentos) para guardar documento (s) do produto.
Abre a pasta
(GED - Gestão Eletrônica de Documentos) para guardar documento (s) do produto.
 PR - Abri a Instrução
de Trabalho do
Produto, mencionada no Diagrama Fluxo
do Processo, ou no Cadastro de
Produtos
PR - Abri a Instrução
de Trabalho do
Produto, mencionada no Diagrama Fluxo
do Processo, ou no Cadastro de
Produtos
EQ - Abri a
Instrução
de Trabalho do
Equipamento.
DIS - Abri a
Instrução
de Trabalho do
Instrumento.
![]() Finaliza o lote de Produção. Quando
Ordem de Serviço aberta para Molde, habilita o
botão, mesmo ser ter lançado nenhuma cota nos ensaios.
Finaliza o lote de Produção. Quando
Ordem de Serviço aberta para Molde, habilita o
botão, mesmo ser ter lançado nenhuma cota nos ensaios.
Nota:
Quando Laudo Reprovado, botão não fica habilitado, habilitando o botão do controle de processo anterior do produto / rastro, que esteja com Laudo Aprovado e Tipo de Controle de Processo - Liberação.
EMB - Abri a Instrução
de Trabalho de Embalagem indicada em
Diagrama de Fluxo de Processo.
SET - Abri a
Instrução de Trabalho do Setor.
![]() Imprime etiqueta, libera caixa Kanban,
realizando apontamento de produção no Genesis. Quando do primeiro apontamento
apresenta a tela abaixo (modelo).
Imprime etiqueta, libera caixa Kanban,
realizando apontamento de produção no Genesis. Quando do primeiro apontamento
apresenta a tela abaixo (modelo).
Nota:
Apresenta tela para indicação da quantidade de etiquetas a imprimir.
Modelo tela apontamento:
Com a opção Sim - cria o Apontamento de Produção no Genesis ERP.
 Encerra o Controle de
Processo.
Encerra o Controle de
Processo.
 Reabre o
Controle de Processo.
Reabre o
Controle de Processo.
Diagrama de Fluxo do Processo
Esta carta de controle é calculada a partir das especificações do tipo de gráfico e do tipo de característica. Neste caso, uma carta do tipo X barra R, constituída por uma carta que mede a média e outra que mede a amplitude dos valores.
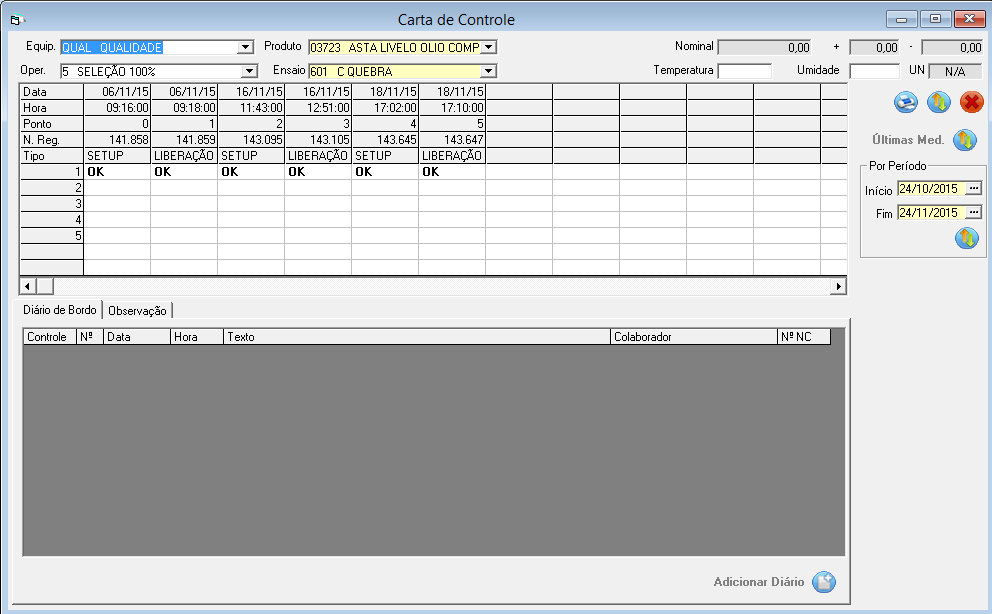
A carta de controle das médias possui:
Valor nominal: Calculado pela média geral de todas as amostras.
Limite inferior de controle LIC: Limite inferior calculado a partir dos dados das medidas, não tem nenhuma relação com as especificações do produto. A fórmula depende do tipo de gráfico utilizado.
Limite superior de controle LSC: Limite inferior calculado a partir dos dados das medidas, não tem nenhuma relação com as especificações do produto. A fórmula depende do tipo de gráfico utilizado.
Limite inferior de especificação LIE: Limite inferior especificado pelo cliente.
Limite superior de controle LSE: limite superior especificado pelo cliente.
Valores: Cada ponto é calculado pela média de uma amostra.
CP: Índice de capabilidade do processo que mede a dispersão do processo em relação as especificações, devendo estar acima de 1,3.
CPK: Índice de capabilidade do processo que mede a centralização do processo em relação as especificações, devendo estar acima de 1,3.
OBS.: Deve-se saber que o objetivo da carta de controle é verificar se o processo está sob controle estatístico (as médias dos valores seguem uma distribuição de probabilidade do tipo normal), pois assim, é possível prever o comportamento da produção e caso aconteça alguma causa especial, atuar prontamente no local. Os limites de especificação não entram no cálculo da carta de controle, apenas na Capabilidade do Processo (índices CP e CPK), que diz respeito a capacidade do seu sistema de produção em atender as especificações do cliente.
Em resumo, uma coisa é o sistema de produção estar sob controle estatístico que fornece a possibilidade de maior controle e planejamento, e aumentar as chances de descobrir desvios na produção e atuar prontamente. Outra coisa é este sistema conseguir atender as especificações dos clientes.

Nota:
1. Código Cliente: Caso o item apontado da operação, seja um produto acabado (Genesis), apresenta as informações do desenho do produto e sua Revisão.
2.A quantidade apresentada é calculada Quantidade produção x peso líquido cadastrado no Genesis (Cadastro / Suprimentos / Produtos - aba Atributos campo Peso Líquido).
3. Caso o item tenha "Regulamentação
de Segurança e/ou Governamental" apresenta o símbolo
![]()
Incluir
registro: Para incluir um novo registro clique
em adicionar
![]() posteriormente, preencher os campos e clicar em salvar
posteriormente, preencher os campos e clicar em salvar
![]() .
Para mais informações sobre as operações básicas do G-Quality, entre nos
conceitos básicos.
.
Para mais informações sobre as operações básicas do G-Quality, entre nos
conceitos básicos.